16.05.2026
03.08.2025
 |
| уцелевшее из архива |
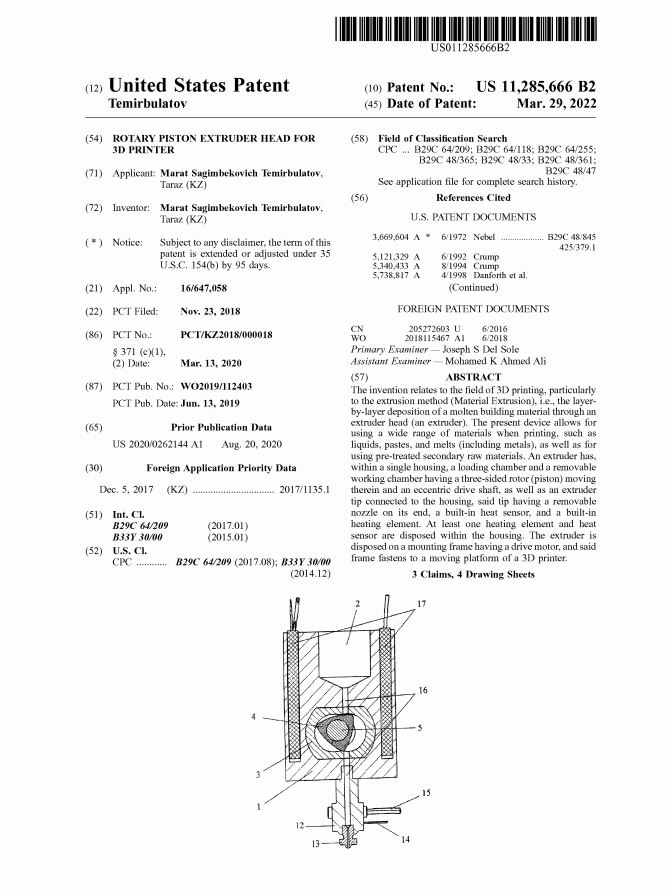
Необходимо подобрать параметры рабочей камеры в которой рабочий канал, смещенный на определенное расстояние от центра, и ротор могли бы при работе одновременно наполнять рабочую камеру новым материалом в верхней ее части и выдавливать в нижней.
рис 1
 |
| рис 2 |
 |
| рис 3 |
 |
| рис 4 |
24.07.2025
 |
| https://www.valcun.be/ |
Это Minerva, 3D принтер от стартапа из Бельгии, печатающий металлом. Печатает расплавленным металлом по технологии MMD, (осаждение расплавленного метала) . Исходное сырьё в виде проволоки из сплава алюминия. Пруток подается в экструдер, расплавляется там, расплав экструзией осаждается на поверхность печатной модели.
Принтер с низкой стоимостью владения, печати и низкой стоимостью исходного сырья. Никаких порошков с их спецификой использования, хранения и ценой. Никаких материалов со связующим с последующим удалением и запеканием напечатанной детали. Нет пористости, проблем с усадками. Реализованы почти все мои идеи описанные в блоге и патентах, но я бы добавил еще возможность убирать шероховатость в необходимых местах. При дальнейшем развитии это будет очень хороший рабочий инструмент. Учитывая его размеры, технологию печати, тип используемого сырья - это хорошая машина для работы в "полевых" условиях. Думаю этот вариант лучше чем ElemX от Xerox, который пытались, или пытаются, приспособить ВМФ США.
Насколько знаю у компании сейчас стадия расширения, удачи им.
30.03.2022
Получен патент в США
Завершение моих заметок по получению патентов на изобретение из Казахстана.
Подача заявки в США была
переходом в национальную фазу по процедуре РСТ. С момента подачи заявки до
решения о выдачи патента прошло меньше 2-х лет, обычно как говорят патентные
юристы 3-4 года. Наверное, рекорд в
получении положительного решения был в офисе Надежды Рейнганд - 2 месяца и 9
дней, с даты подачи. Она связывает это, что заявка очень инновационная, хорошо
и правильно написанная. Часть заявок действительно рассматривается в приоритетном порядке, не понятно только как они отбираются.
На основе своего опыта (патенты я получил в Евразии, Китае, США) я посоветовал бы:
01.12.2021
Год прошел
На рисунках ниже показан принцип работы экструдера. Я намеренно разделил его на две фазы, так более понятно.


В результате экструдер одновременно всасывает и выдавливает рабочий материал и делает это дозировано. Даже если в приемную камеру, по каким либо причинам, подавать материал под давлением то он будет работать как дозатор. Главное условие, входящий и выходящий каналы рабочей камеры должны быть всегда разделены, в противном случае при определенном положении ротора произойдет вытекание рабочего материала.
Данный экструдер немного меняет процесс печати. Печать ведется "жидкими материалами", те. если речь идет о пластике то он поступает в приемную камеру уже в виде расплава что положительно влияет на стабильность подачи материала и повышает скорость печати исключая пробки и другие неприятности присутствующие при обычной печати. Так же снижается требование к геометрии прутка.
Где это применимо:
- в печати полимерами (ABS, PETG и тд.) Это уже реализовано компанией BigRep, у них он называется "экструдер дозатор", как там внутри устроенно информации нет.
- печать керамикой, металлической пудрой и аналогичными материалами. Я не большой фанат печати металлическими порошками с последующим запеканием. Думаю все же они больше под лазерную плавку. Стоимость у них высокая, сами порошки требуют правильного обращения при хранение, использовании и прочее. Думаю этот формат печати нужен там где цена не важна, а других вариантов нет. И все же я связался с ребятами из Rapidia что бы приобрести у них пару туб с их "металлической пастой" для пробы, но Артёму эта идея не понравилась.
- фотополимеры, они сами по себе "жидкие" и их можно использовать с любыми наполнителями, установив в районе сопла излучатели для "засветки". Наиболее эффективно будет расположить на выходном канале систему подачи углеродной нити. Экструдер будет дозировано выдавливать полимер в канал в который подаётся нить, так же это работает с любыми полимерами надо только правильно организовать подачу материалов.
- силиконы и резины. Могут быть даже многокомпонентными, с предварительным смешиванием в приемной камере.
- расплавы металлов. Печать "жидким металлом" думаю наиболее приемлемый способ, с точки зрения массового производства. На сегодняшний день эту нишу представляет Xerox с принтером ElemX. Печать жидкими металлами еще только в начале своего пути, думаю перспективно для печати аморфными металлами, интересен сплав Zamak или ЦАМ (цинк-алюминий-медь, температура плавления чуть выше чем у свинца) и конечно алюминий, как без него.
Я не затронул пищевую или биопечать, не лез в эти сферы, но думаю им тоже будет удобно использовать данный экструдер как альтернативу шприцевому выдавливанию.
Так же есть перспективы печати в условиях "нулевой гравитации" попросту в космосе. В этих условиях печать возможна только экструзией, а данный экструдер даёт возможность делать это металлами. Необходимы дальнейшие исследования для создания уникальных возможностей, причем по всем направлениям.
Во всех случаях печати надо продумывать механизм подачи материала в приемную камеру, они могут быть разными, я при экспериментах с оловянным сплавом просто плавил его и заливал в прогретый экструдер. Что то как бы: деталь сломалась, расплавил её и на печать по новому :-).
А пока у меня всё, удачи.